Tomographic Volumetric Additive Manufacturing: Using Spatiotemporally Sculpted Light to Solidify an Entire Volume of Photopolymer Resin at Once, Enabling Support-Free, Millisecond-Scale 3D Fabrication.
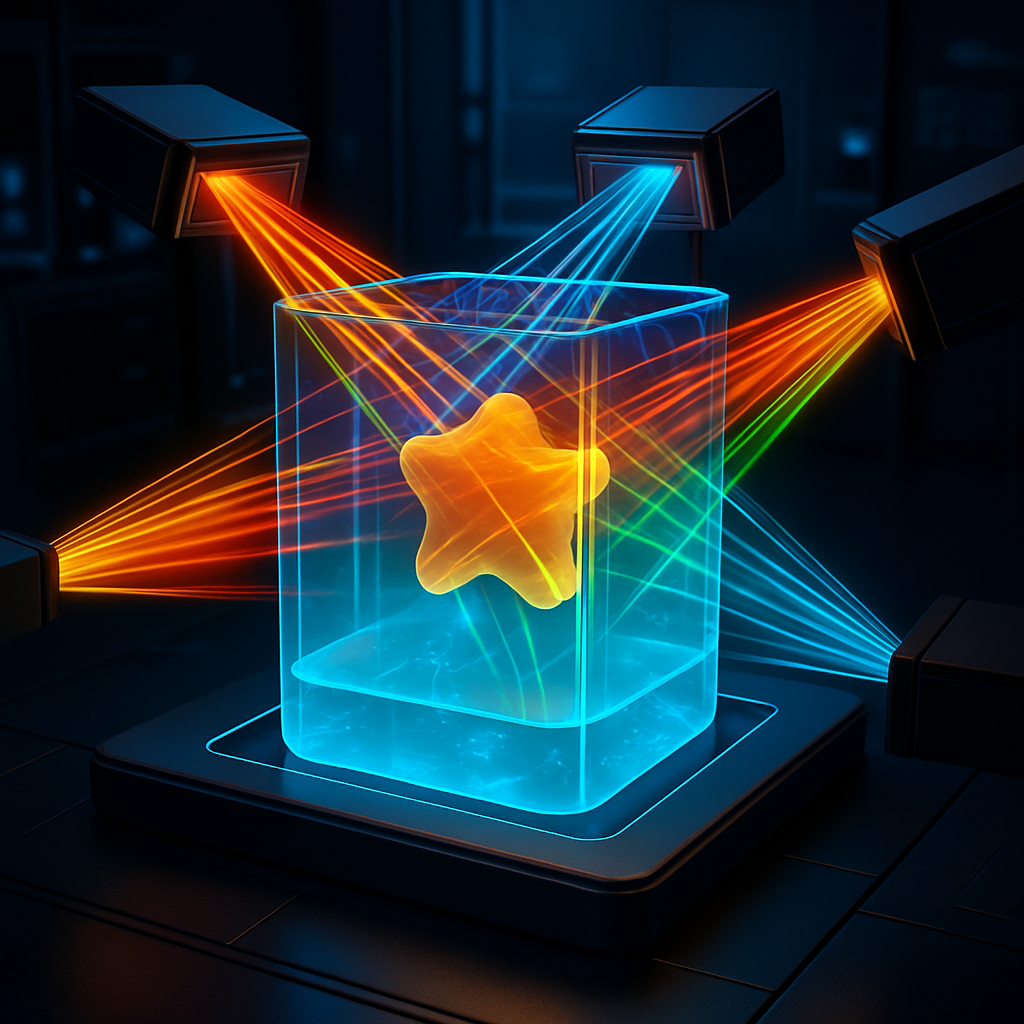
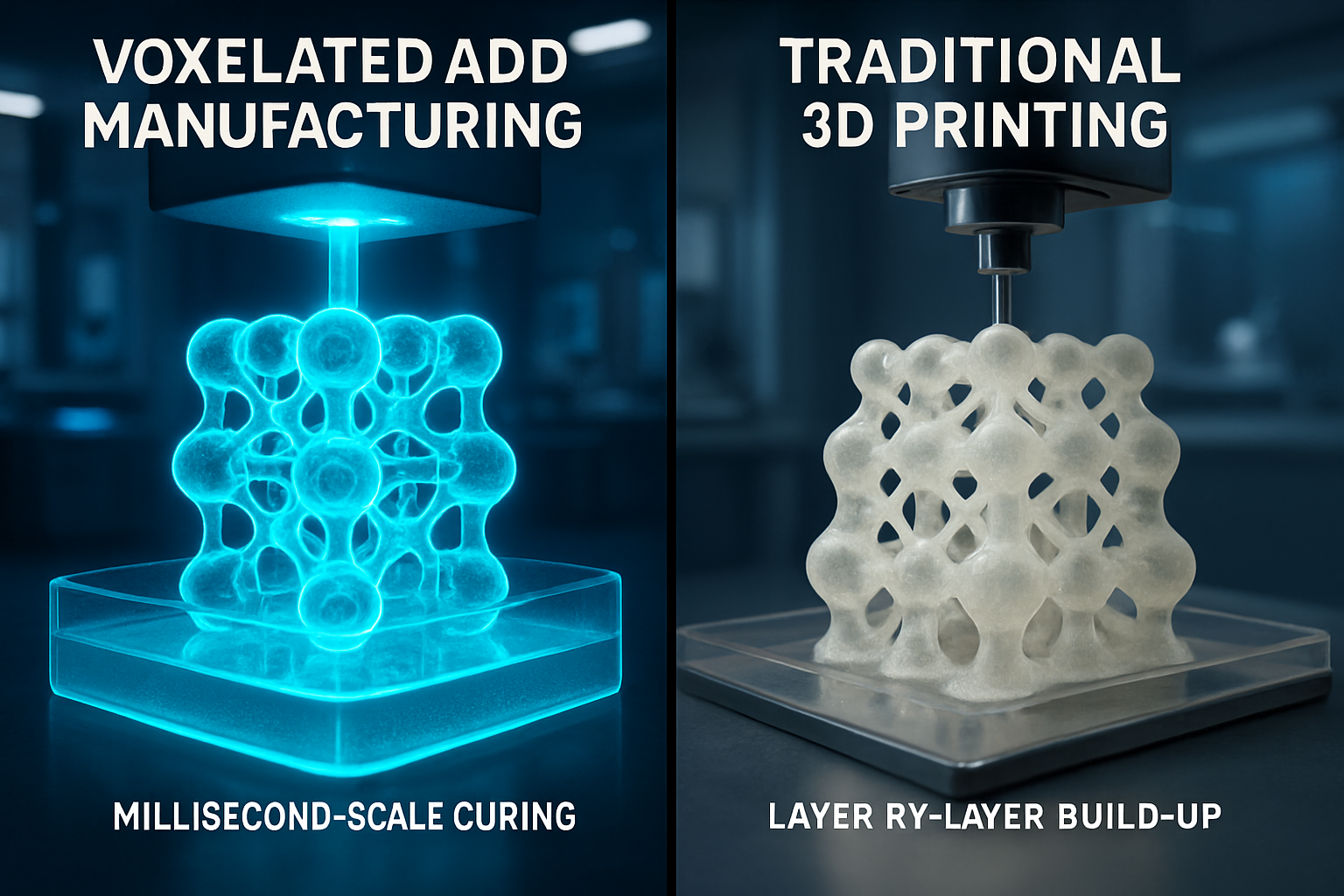
Conventional 3D printing, or additive manufacturing (AM), has fundamentally changed prototyping and manufacturing by building objects layer-by-layer. However, this sequential approach suffers from inherent limitations: it is often slow, requires extensive support structures for complex geometries, and introduces anisotropic mechanical properties due to the layered interfaces. A revolutionary new paradigm, Volumetric Additive Manufacturing (VAM), obliterates these constraints by solidifying an entire three-dimensional volume of photosensitive resin simultaneously. Using a technique known as Computed Axial Lithography (CAL), VAM employs projected patterns of light from multiple angles to create a "mold" made of photons. This spatiotemporally sculpted light field delivers a precise dose of energy to every point within the liquid resin, curing the desired geometry in a matter of seconds or even milliseconds, support-free. This leap from planar slicing to volumetric dosimetry is not merely an increase in speed; it is an enabling technology that unlocks the use of new materials and the fabrication of previously impossible geometries.
The Principle of Tomographic Projection
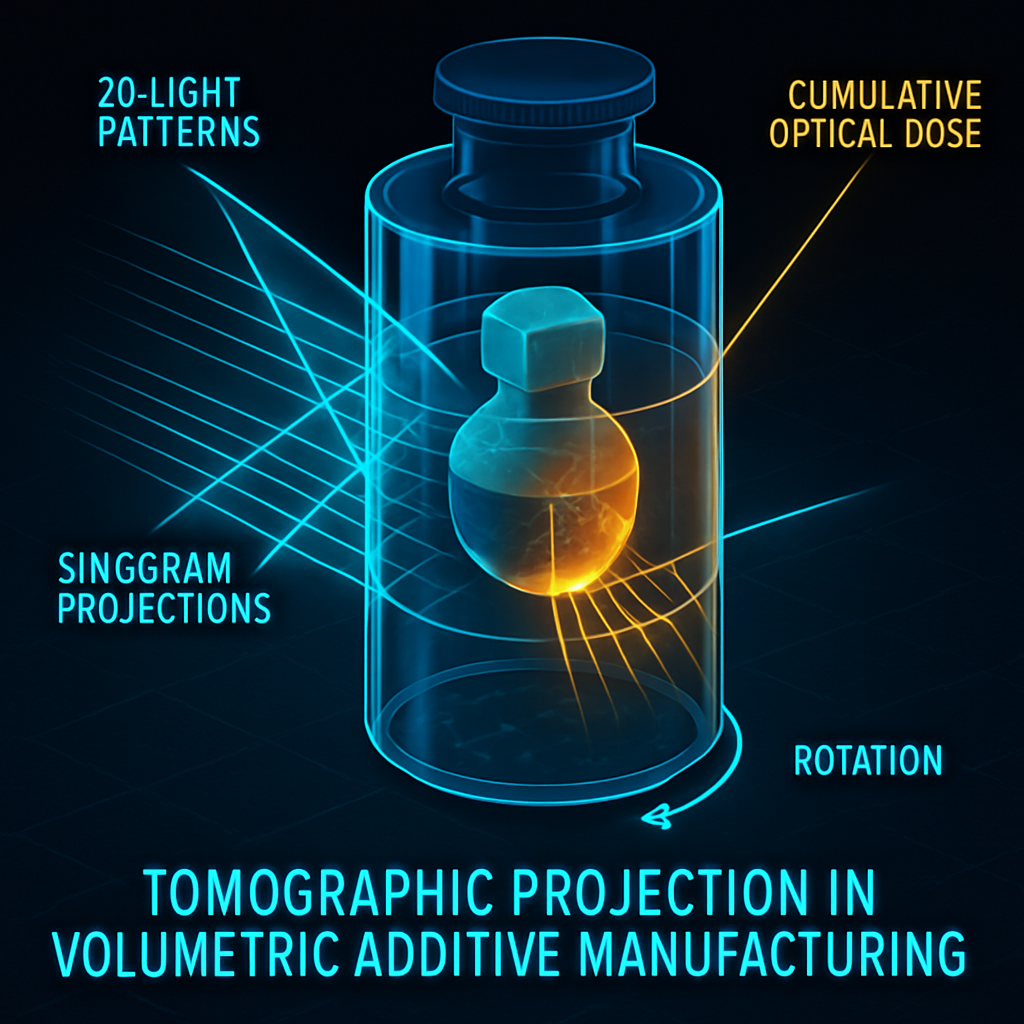
The conceptual basis of VAM is a direct inversion of medical computed tomography (CT) scanning. While a CT scanner uses penetrating radiation from multiple angles to reconstruct a 3D image of internal anatomy, VAM starts with a 3D digital model and calculates the precise 2D light patterns that must be projected into a rotating volume of photopolymer resin to generate the object. These angular projections, collectively known as a sinogram, are displayed by a high-speed projector (often a Digital Light Processing, or DLP, device). As the vial of resin rotates, it is illuminated by this sequence of patterns. The system is calibrated so that polymerization only occurs in voxels (3D pixels) where the cumulative absorbed optical energy—the total dose of light from all angles—crosses a specific chemical threshold. Every other point in the volume receives a sub-threshold dose and remains liquid. This process effectively materializes the object in a single, continuous step, avoiding layers entirely and dramatically reducing fabrication time from hours to seconds.
The Illumination Dilemma: Engineering Resins for Volumetric Fabrication
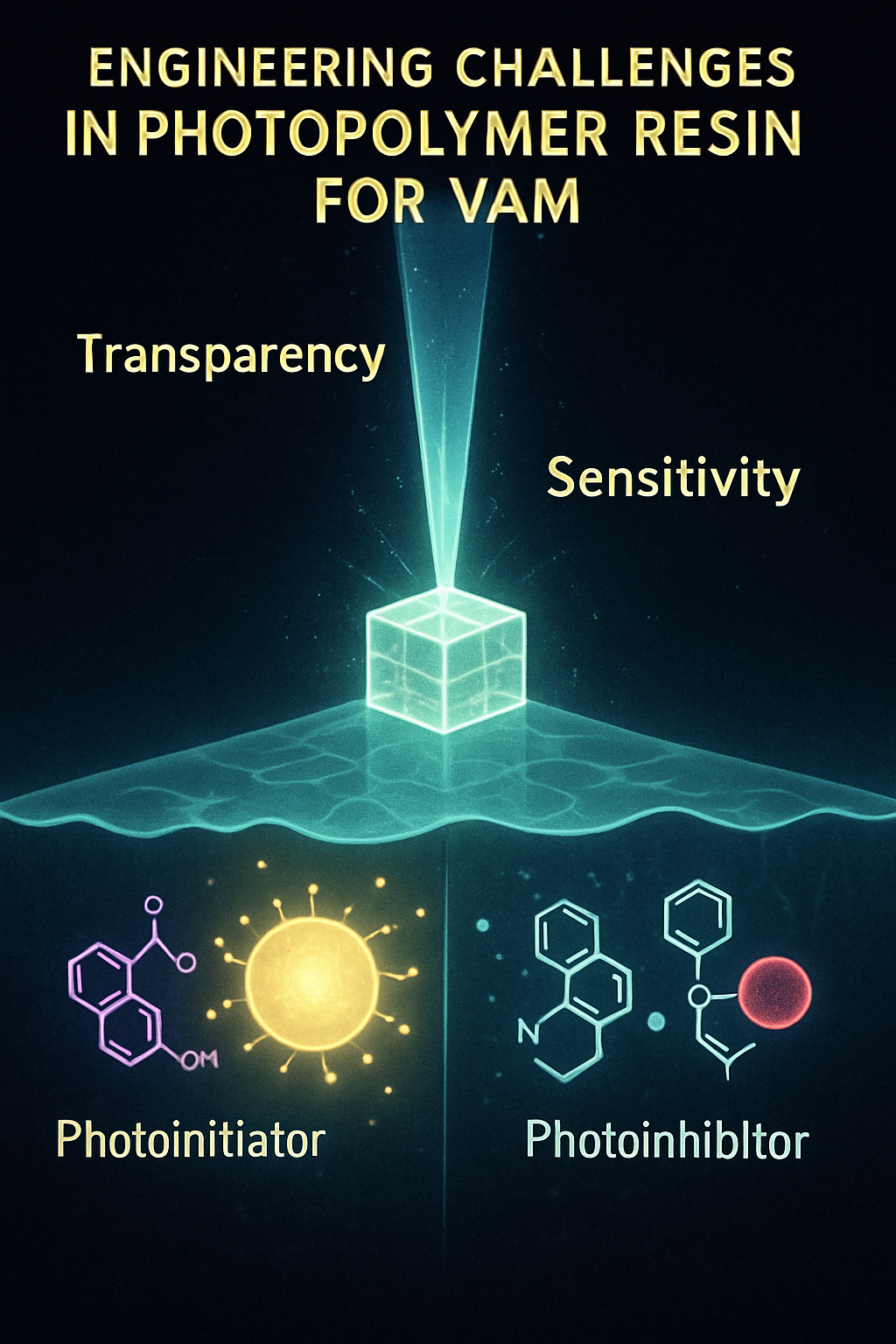
The single greatest challenge in VAM is engineering the photopolymer resin itself. The resin must satisfy two contradictory requirements: it needs to be highly transparent to allow light to penetrate the entire volume without significant attenuation or scattering, yet it must also be sufficiently absorptive and reactive to solidify precisely where the light dose is highest. This delicate balance is controlled by the resin’s chemical formulation, which includes monomers, oligomers, and a critical duo of photoinitiators, which trigger polymerization upon absorbing light, and photoinhibitors (absorbers), which prevent polymerization and sharpen feature definition. Recent material innovations are tackling these challenges head-on. For instance, the development of viscoplastic resins helps to suspend functional particles (e.g., for composites) and prevent sedimentation during the printing process, a problem that would otherwise ruin the geometric fidelity of the final part (Salajeghe, R. et al., 2024). This allows for the creation of homogenous, functional composite parts that were previously unattainable with VAM.
Speed as an Enabling Technology: New Materials and Geometries
The millisecond-scale fabrication time of VAM is more than just an efficiency metric; it is a fundamental process parameter that enables new scientific possibilities. For instance, many photopolymerization reactions are inhibited by ambient oxygen, which requires slow, layer-based methods to use inert environments or special resin additives. VAM’s extreme speed can cure the resin so rapidly that oxygen diffusion does not have time to terminate the reaction. More importantly, this speed allows for the printing of extremely soft, viscous, or delicate materials. High-viscosity hydrogels, which would sag, deform, or collapse under their own weight during a slow, layer-by-layer build, can be solidified instantly into stable, complex structures (Oh, Y. C. et al., 2024). This capability is a significant breakthrough for fields like soft robotics and tissue engineering, where printing cell-laden scaffolds requires both speed to maintain cell viability and the ability to work with biocompatible but mechanically fragile hydrogels. This has been powerfully demonstrated in the pharmaceutical domain, where VAM has been used to fabricate personalized, drug-loaded hydrogel tablets ("printlets") in under 12 seconds, showcasing its potential for on-demand medicine manufacturing (Ong, J. J. et al., 2024).
Conclusion
Tomographic Volumetric Additive Manufacturing represents a profound shift in how we conceive of and perform 3D fabrication. By transitioning from sequential 2D layering to simultaneous 3D dosimetry, VAM eliminates the need for support structures, achieves unprecedented fabrication speeds, and unlocks a new design space of materials and geometries. The ability to print complex objects inside delicate hydrogels or around pre-existing solid components opens up powerful applications in personalized medicine, advanced robotics, and multi-part device manufacturing. The future of the field will focus on developing novel, volumetrically-native resins with enhanced optical properties to improve resolution and expand the palette of printable materials. Scaling the technology to larger build volumes while mitigating issues like light scattering and thermal management remains a key engineering challenge. As these obstacles are overcome, VAM is poised to move from a frontier research technique to a mainstream manufacturing tool, enabling the rapid, on-demand creation of complex functional devices.
References
- Hosseinzadeh, E., et al. (2024). Soft stereolithographic 3D printed phantoms for dual-modality particle image velocimetry (PIV). Experiments in Fluids. https://doi.org/10.1007/s00348-024-03938-2
- Oh, Y. C., et al. (2024). Fabrication of 3D printed mutable drug delivery devices: a comparative study of volumetric and digital light processing printing. Drug Delivery and Translational Research. https://doi.org/10.1007/s13346-024-01697-5
- Ong, J. J., et al. (2024). Volumetric printing and non-destructive drug quantification of water-soluble supramolecular hydrogels. Drug Delivery and Translational Research. https://doi.org/10.1007/s13346-024-01723-6
- Parramon-Teixido, C. J., et al. (2025). A framework for conducting clinical trials involving 3D printing of medicines at the point-of-care. Drug Delivery and Translational Research. https://doi.org/10.1007/s13346-025-01868-y
- Salajeghe, R., et al. (2024). Using viscoplastic fluid to suppress part sedimentation in volumetric additive manufacturing. Progress in Additive Manufacturing. https://doi.org/10.1007/s40964-024-00758-y